
Мы – первопроходцы!


Быть первопроходцами непросто, но жутко интересно! В 2020 году мы закончили ввод в эксплуатацию фрезерно-токарного обрабатывающего центра портальной компоновки MT-20W производства WELE Mechatronic Co., Ltd на площадке нашего заказчика в Новосибирской области.

Предприятие, история которого уходит в советское прошлое, в последние годы активно обновляет свой станочный парк. Задача, которая была поставлена перед нами, заключалась в техническом перевооружении производства путем разработки нового технологического процесса изготовления корпуса электродвигателя для привода колеса карьерного самосвала – основной продукции завода. Мы предложили по-настоящему уникальное решение для российского рынка – станок MT-20W, в котором абсолютно полноценно реализованы и фрезерная, и токарно-карусельная функция. Наше решение позволило:
- Сократить суммарное основное время обработки детали в 3,5 раза: с 21 до 6 часов.
- Осуществить полную обработку детали (включая точение и растачивание, фрезерование наружных элементов, фрезерование плоскостей в расточенном отверстии) на одном станке за два установа (конструкция детали требует переворота).
- Значительно улучшить точность детали, ведь как известно, точность обработки зависит не только от геометрической точности оборудования, но и от применяемого приспособления и инструмента. Переставляя заготовку между четырьмя станками (а существовавший технологический процесс подразумевал именно это), мы априорно получаем более высокую погрешность, чем если работаем на одной современной единице.
- Высвободить несколько единиц оборудования (токарно-карусельный, горизонтально-расточной, радиально-сверлильный и строгальный станки), ранее полностью занятые обработкой данной детали.
- Исключить многочисленные межоперационные транспортировки, оптимизировать транспортные потоки в цеху.
Прежде чем более подробно остановиться на реализованном проекте, позвольте нам рассказать об уникальных особенностях обрабатывающего центра MT-20W.
Сама идея объединения в одном станке токарного и фрезерного функционала не нова, но все подобные станки позволяют обрабатывать детали габаритами не более 300-400 мм. Станок MT-20W, имея рабочий стол 3500x2000 мм с интегрированной планшайбой Ø2000 мм, позволяет размещать детали диаметром до 2500 мм и высотой до 2000 мм! Сюда можно отнести все корпусные детали, которые внутри содержат вращающиеся с высокой скоростью валы/передачи, а размеры внутренних плоскостей и отверстий жёстко связаны с наружными элементами этих деталей. То есть речь идет о корпусах электрических и судовых машин, планетарных редукторов, турбин, машин атомной энергетики и пр.
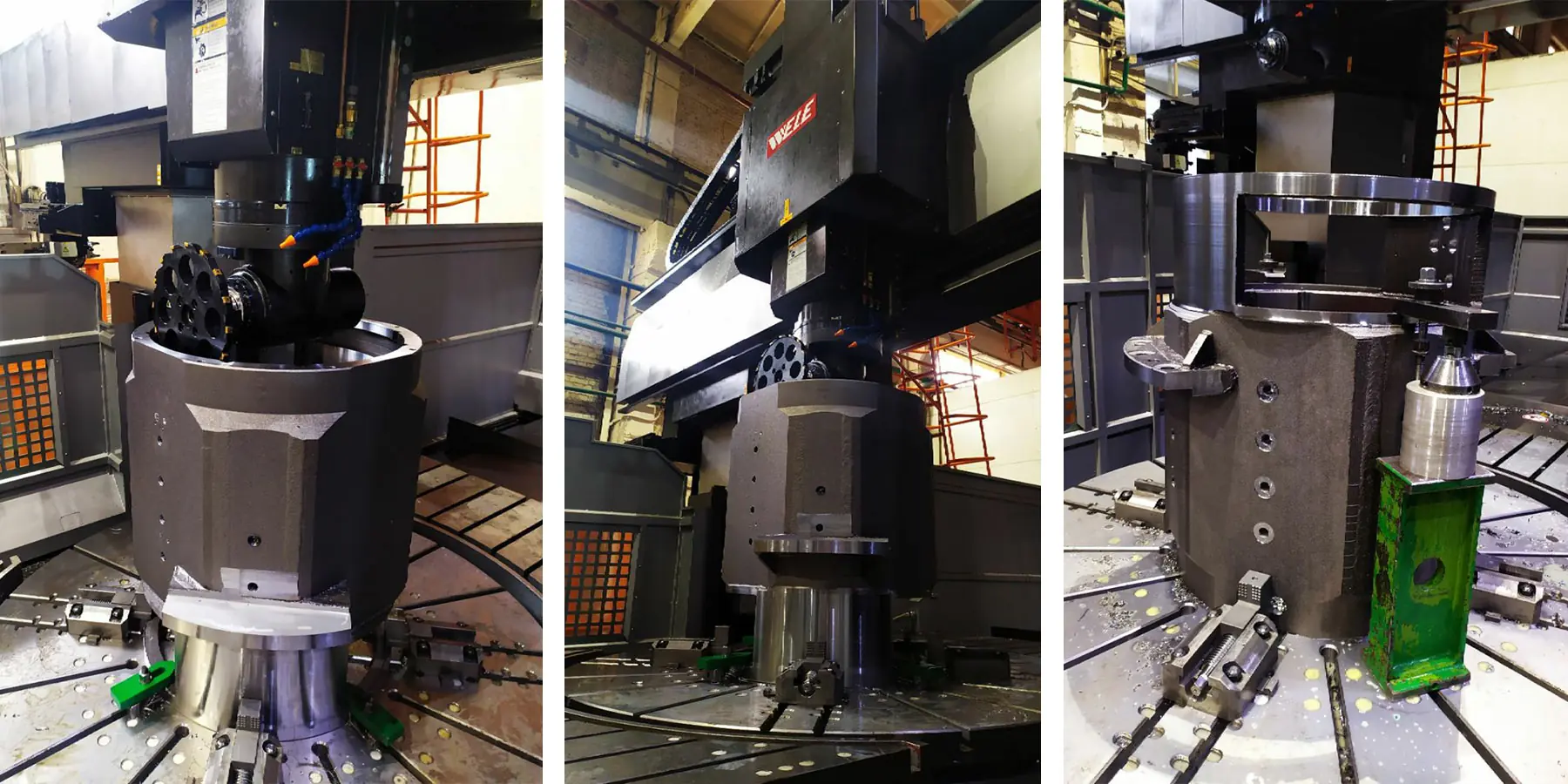
Станок MT-20W, благодаря высокой жёсткости, позволяет производить не только чистовую, но и черновую обработку с высокой интенсивностью. Это обеспечивается продуманной конструкцией станка, которая позволяет намертво блокировать «ненужные» оси. Так, в карусельном режиме, когда продольное перемещение стола необходимо полностью исключить, стол блокируется гидравлическими тормозами в нулевом положении по оси Х. Когда же станок работает во фрезерном режиме, при котором недопустим поворот стола вокруг центральной оси, включаются гидравлические тормоза планшайбы. Таким образом, станок не уступает в жёсткости ни классическому токарно-карусельному станку, ни портальному фрезерному центру. Сменные головы – токарные и фрезерные – фиксируются при помощи торцевой зубчатой муфты, которая также смыкается гидравлическим зажимом. Такая фиксация обеспечивает жёсткость соединения и позволяет сменной головке являться практически одним целым со шпиндельной колонной.
На станке MT-20W полностью автоматизирован весь функционал: автоматически производится установка/снятие/смена головок, а также смена инструмента. Манипулятор-захват инструментальных оправок, расположенный на поворотном кронштейне, поворачивается на 90 градусов, что позволяет устанавливать инструмент как непосредственно в шпиндель, так и в сменную головку. Смена инструмента производится и в горизонтальной, и в вертикальной плоскости.
Наш проект оказался непростым с самого начала, ведь задача заключалась не просто в том, чтобы перенести все отдельные операции обработки детали на новый станок, а в том, чтобы в корне поменять техпроцесс. Требовалось пересмотреть его структуру и выбрать оптимальную последовательность обработки, подобрать новый режущий инструмент и назначить режимы, выполнить детальную трехмерную симуляцию обработки. Вся эта работа была проделана технологами СОЛДРИМ-СПб в постоянном контакте с технологами завода заказчика и заняла достаточно длительное время, но зато в результате этой совместной работы обе стороны были полностью уверены в правильности выработанных решений. Также эта работа позволила в итоге рассчитать время обработки, что дало понимание эффективности и экономической целесообразности реализации данного проекта.

Логистам пришлось поломать голову над тем, как осуществить доставку станка весом 55 тонн, длинной – 11 метров и шириной – 8 метров в Россию. Для транспортировки станок был разобран и упакован в 7 транспортировочных контейнеров, причём часть из них были негабаритными. Доставка станка из Тайваня в Новосибирск превратилась в настоящую транспортно-логистическую операцию.
Наши специалисты по сервису составили собственное руководство по сборке, ведь сборка станка таких габаритов, как у MT-20W, сопоставима со строительством двух/трехэтажного дома! Главными сложностями на данном этапе стали:
- Ограниченное пространство в цехе. И речь не о габаритах самого обрабатывающего центра – эти моменты обсуждаются на этапе подготовки проекта – а о необходимости размещать составляющие компоненты рядом с местом монтажа (напоминаем, что станок поставляется разобранным);
- Монтаж траверсы на портал. Для этого необходим кран грузоподъемностью не менее 10 т и механизм для подъема блоков тормозов на нужную высоту (мы воспользовались ручной талью). После чего выполняется регулировка тормозов;
- Регулировка взаимного расположения траверсы и стола и их перемещений;
- Регулировка точек смены инструмента и накладных шпиндельных головок и вылетов головок.

У вас есть задача по разработке технологического процесса и модернизации вашего производства? Обращайтесь к нам по телефону 8 800 555 03 03 или через форму на нашем сайте.